真空感应磁悬浮熔炼炉简介
2020-03-31 来源:Goal Science
真空感应电磁悬浮熔炼(Vacuum Induction Electromagnetic Levitation Melting)技术是指在真空熔炼过程中利用电磁场使熔池呈悬浮状态的技术。利用电磁线圈产生交变电磁场,交变电磁场在线圈内的金属中感生电流,感应电流加热熔化金属,同时依靠电磁场和感应电流之间相互作用形成的电磁力把金属熔体悬浮起来,完全消除熔体与其他固体壁接触而带来的坩埚污染。
1.电磁悬浮熔炼分类
电磁悬浮熔炼分为:
(1)全悬浮感应熔炼技术
(2)冷坩锅感应熔炼技术
1.1全悬浮感应熔炼技术
无坩埚全悬浮熔炼,在熔炼过程中被熔材料处于完全悬浮状态,最大熔炼量较小,一般不超过一百克。

1.2冷坩锅感应熔炼技术
1.2.1冷坩锅感应熔炼技术分类
(1)冷坩埚全悬浮熔炼
最大熔炼量约几公斤,熔池与坩埚底几乎完全不接触。
(2)冷坩埚无凝壳熔炼
最大熔炼量约几十公斤,熔池与坩埚底只发生偶然的接触。
(3)冷坩埚有凝壳熔炼
最大熔炼量可达几百公斤,在熔炼过程中在坩埚底部有凝固的金。
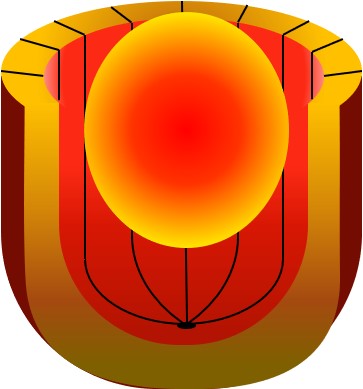
冷坩锅熔炼示意图
1.2.2冷坩锅感应熔炼技术特点
(1)冷坩埚感应熔炼技术使用铜坩埚;
(2)坩埚沿轴向分成多个瓣片保证电磁场能进入坩埚内部;
(3)坩埚每个瓣片保证足够冷却水,防止坩埚熔化
冷坩锅感应熔炼技术与现代材料技术结合,逐渐发展了冷坩锅电磁连铸技术、冷坩锅定向凝固技术、喷雾沉积技术和激冷技术等,冷坩锅感应熔炼技术目前使用更为广泛。
2. 电磁悬浮熔炼炉结构及关键设计
2.1电磁悬浮熔炼炉结构
由于冷坩锅感应熔炼技术熔炼能力更强,使用更广泛,主要介绍冷坩锅感应熔炼炉结构,分为:电器系统、熔炼系统和真空系统。
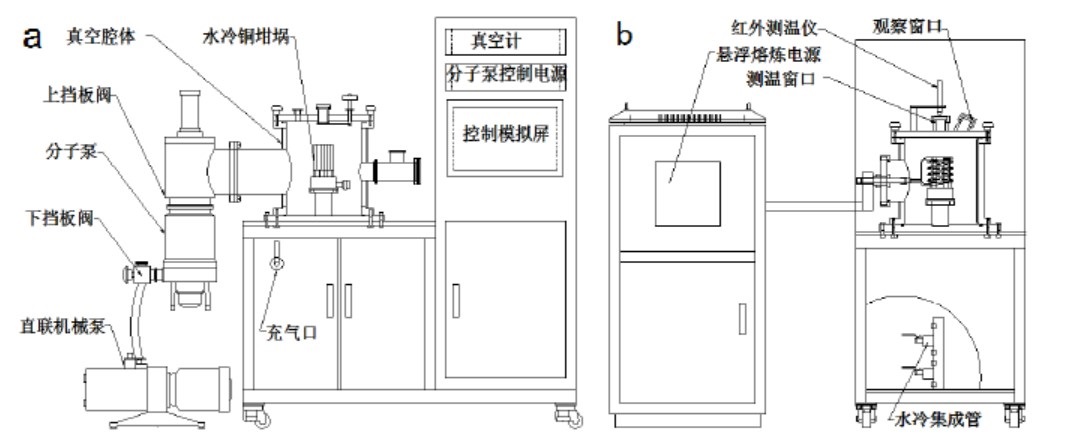
实验室用小型真空感应磁悬浮熔炼炉结构示意图(a:主视图;b:左视图)
(1)电器系统
利用三相调压变压器改变输入电压,改变淬火变压器输出功率,进而改变悬浮熔炼线圈输出功率,控制被熔炼金属和金属液在线圈中的位置,调节悬浮功率和熔化功率的比例,保证金属液的稳定悬浮和控制浇注速度。
(2)熔炼系统
熔炼系统由熔炼真空室、悬浮熔炼线圈等组成。熔炼系统最关键部分为线圈。线圈绕制的均匀性和对称性对悬浮熔炼有较大影响。线圈对称性不良或线圈之间间隙不等将严重影响线圈内磁场的径向对称性及磁场梯度,从而引起样品在悬浮熔炼过程中偏向线圈某一侧,甚至不能悬浮。
(3)真空系统
真空系统由真空机组、真空阀门、符合真空计、真空室组成。采用抽真空堵漏的办法解决流量计漏气问题,从而使系统的真空度达到熔炼要求,并保证充氩时氩气中混入的氧气量降到最低,保证熔炼合金质量。
2.2电磁悬浮熔炼炉关键
2.2.1电磁悬浮线圈结构设计
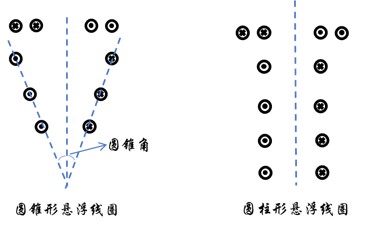
线圈直接承担电能的输入及能量的转换,其几何参数直接关系到悬浮力和稳定性。多数线圈为单层线圈,也有少数采用双层线圈。悬浮线圈的主线圈大多数绕制成圆柱或圆锥螺线管,常用的圆锥形线圈及圆柱形线圈。
大量实验表明,圆柱形线圈的悬浮力一般大于圆锥形线圈,但其横向稳定性不及后者。圆锥形悬浮线圈圆锥角为30度时,稳定性最好;在45~55度间变化,对稳定性无明显影响;圆锥角增大到60度时,试样很容易发生水平振动,很难稳定悬浮。
稳定控制线圈能起到良好的抑制试样水平漂移的作用,其内圈直径以接近主线圈底部初匝直径为宜。主线圈初匝直径过大或圈数少于两圈时,容易产生悬浮不起试样或者悬浮起试样但在熔化过程中发生脱落现象。主悬浮线圈匝数与稳定控制线圈匝数比例选在2~3之间比较合适,既能保证足够的悬浮力,又能保持一定的稳定性。
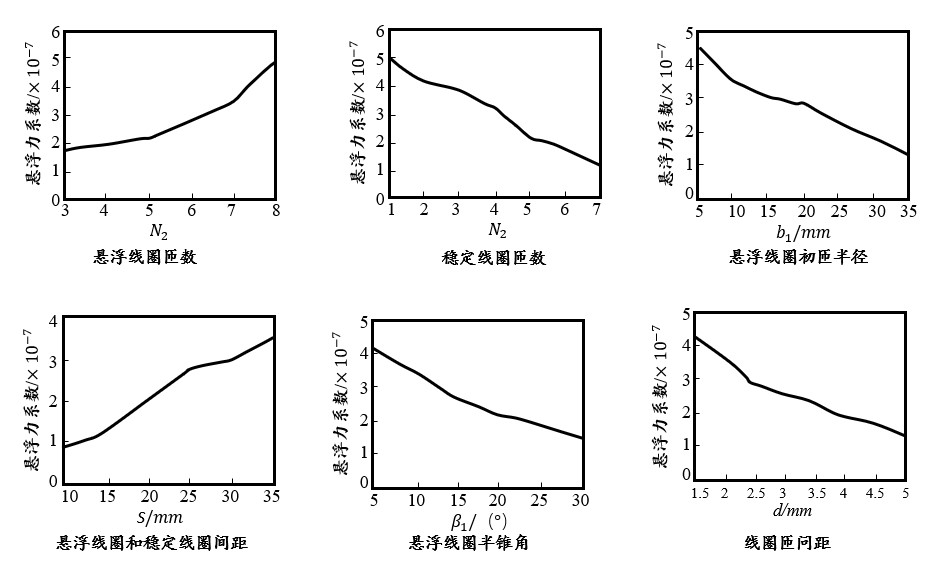
2.2.2 悬浮力控制
悬浮力的大小与高频电源的功率和频率、金属样品的物理性质以及悬浮系统的几何参数有密切的关系。对于特定悬浮材料,当其它参数一定时,悬浮系统几何参数对悬浮力系数的影响如图所示。
2.2.3 稳定性控制
线圈结构上部稳定控制线圈,为反向绕组,使水平方向上的振动受到一定的回复力的约束,能够比较有效的消除横向移动,起到稳定悬浮试样水平漂移的作用。原因在于稳定控制线圈在试样悬浮区形成了一个由线圈轴线中心向外逐渐增强的水平磁场,使试样受到指向中心轴线的回复力。竖直方向的振动则是由试样放置的初始位置确定的,一般放在稳定线圈的中上部,使竖直振动逐渐趋于稳定,最后悬浮在场强较弱的A处,否则振动会越来越强,导致试样脱离悬浮区域而落下。

2.2.4 温度控制
温度控制目前使用的方法有:(1)为了长时间在真空中悬浮金属样品,悬浮与加热熔炼应分别进行控制。双频EML可实现此类控制,采用较低频率来实现稳定悬浮,采用较高频率实现快速熔化试样。(2)依靠调整样品质量、能量输入及喷气冷却来实现温度控制。
目前使用的探测器有单色探测器、双色探测器、红外探测器、光学探测器等。
参考文献:
[1] 刘喜海,徐成海,郑险峰编著.真空冶炼[M]. 化学工业出版社,2013.
[2] 王涛. 真空感应磁悬浮精炼钛铝基多元合金研究[D]. 成都理工大学,2017.
[3] 王永清,李雷,周金香等. 电磁悬浮熔炼技术的发展及其在金属中气体分析领域的应用[J]. 冶金分析,2008.
[4] 钟晓燕, 陈佳圭. 空间电磁悬浮技术的发展状况[J]. 物理,1996.
[5] 魏炳波, 杨根仓. 高频电磁悬浮熔炼的设计与实践[J],航空学报,,1988.
[6] 李碚, 张森. 真空悬浮熔炼技术简介及其研究进展[J]. 军民两用技术与产品,2012.
[7] 李孝伟. 高频电磁场悬浮熔炼研究[J]. 工业加热,1981.
[8] 王晓冬, 商凯东, 巴德纯等. 悬浮熔炼系统的结构及其悬浮力的研究[J],真空,2006.
[9] 云月厚, 邰显康, 李国栋等. 高频圆电流磁场中导体环所受电磁悬浮力的实验测量[J]. 物理实验,2002.
声明:转载请注明来源,欢迎交流。