真空电弧熔炼原理
2019-05-07 来源:Goal Science
1. 真空电弧熔炼概述
真空电弧熔炼是在真空条件下,利用电弧加热熔炼金属的一种方法。
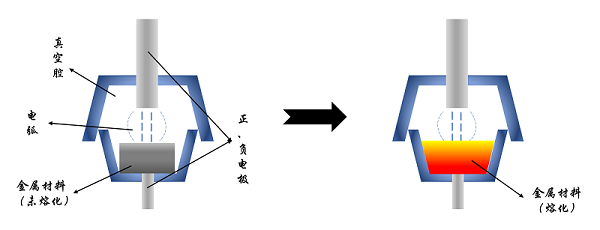
真空电弧熔炼电极分为自耗电极和非自耗电极两种。自耗电极是由被熔炼材料(即炉料)制成,在熔炼过程中逐渐消耗,熔化后滴进结晶器中冷凝成锭。非自耗电极是利用钨等高熔点材料制成,在炉料熔炼过程中基本不消耗,目前只在实验室中用来研究制造难熔金属和金属碳化物。
1.1 真空电弧熔炼特点
(1)直流电源供电(电极接负极、坩埚接正极),电弧在真空中更稳定,不易熄灭;
(2)电极和坩埚通常为金属材料,被熔炼金属液免受耐火材料炉衬污染;
(3)熔炼处于真空环境,被熔炼金属免受氧化,促进脱气和金属氧化物分解;
(4)熔炼在密闭容器中,环境污染小,工作环境好。
1.2 真空电弧熔炼领域
(1)金属或合金提纯,真空高温条件下去除杂质;
(2)将材料铸成致密且成分均匀的金属锭;
(3)熔炼高熔点金属、活性金属、特殊钢等。
2. 真空电弧熔炼原理
2.1 电弧性质
电弧是气体的一种弧光放电。气体弧光放电表现为极间电压很低,但通过气体的电流却很大,有耀眼的白光,弧区温度很高(约5000k)。巨大的电流密度来自于阴极的热电子发射,以及电子的自发射,即在阴极附近有正离子层,形成强大的电场,使阴极自动发射电子。大量电子在极间碰撞气态分子使之电离,产生更大量的正离子和二次电子,在电场作用下,分别撞击阴极和阳极,结果获得高温。阴极因电子发射用去部分能量,所以温度低于阳极。极间也因部分正离子与电子复合放热而产生高温。
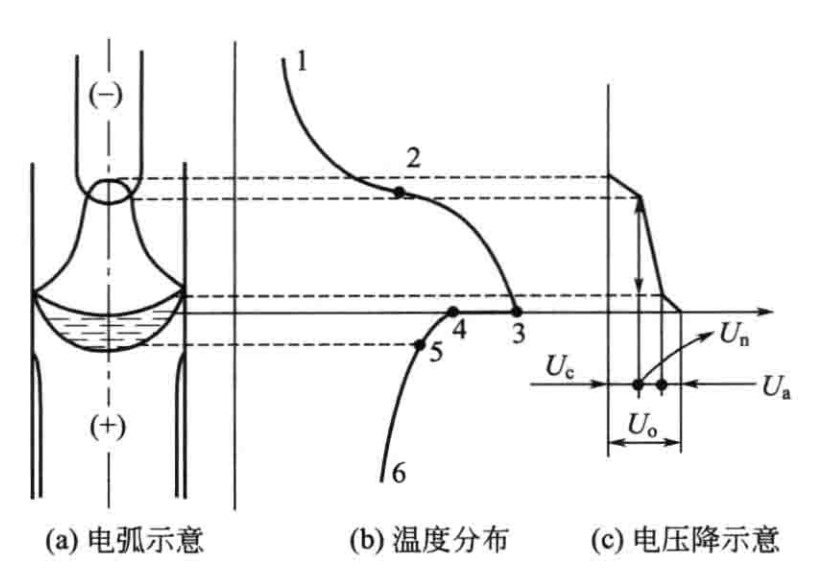
电弧的温度和电弧电压降
电弧的温度分布和电弧电压降如图所示。1~2为电极温度;2~3为弧柱温度;4~5为熔池温度;5~6为锭子温度;2为阴极斑点温度;4为阳极斑点温度;5为金属熔点。Uc为阴极区电压降;Un为弧柱区电压降;Ua为阳极区电压降;Uo为电弧电压降。
2.2 电弧组成
在真空中电弧的外形犹如一个钟罩,由三个区组成,即阴极区、弧柱区和阳极区。
(1)阴极区
阴极区是阴极端面很短一个区域,其纵向长度约等于电子运动的自由程(即电子发射后碰到气态分子的长度)。
阴极区有两个显著的特点:
① 在端面附近有正离子层,位于阴极区与弧柱区的交界面上,与阴极端面构成很大的电压降,维持电弧正常燃烧时电子的自发射。
② 阴极端面上有光亮点,称为阴极斑点,温度很高,电子集中由这里向外发射,真空中阴极斑点扩大,甚至布满整个阴极端面或更大些。斑点温度随阴极材料熔点增高而增高,最高达到阴极材料的沸点。斑点温度还与斑点移动有关。由于自耗电极熔滴脱落和端面温度场的变化等原因,斑点将向温度高的突出位置移动。但如果移动过于频繁,阴极斑点温度将大幅下降,以热发射为主的电弧将会不稳。
(2)弧柱区
弧柱区位于阴极区和阳极区之间,由于阴极区和阳极区都很短,所以弧柱区长度几乎就等于整个电弧长度。弧柱区为等离子区,存在着激烈的碰撞电离。气体分子和金属蒸气分子,一方面电离,一方面又部分复合,处于动态平衡中。建立这种平衡很迅速,即使工频交流电弧也近于稳定状态。由于电离程度高,弧柱区近似于导体,轴向电压降很小,而且均匀。由于电子较正离子轻得多,在同样电压下加速快,因此,弧柱区的电流主要是电子流(约占99%)。
(3)阳极区
阳极区为阳极端面附近较长的区域。在真空中阳极斑点扩大,甚至“消失”。由于大量电子碰撞,阳极斑点的温度高于阴极斑点温度。熔池温度高更利于金属熔炼,因此,熔池接阳极。
2.3 影响电弧的因素
(1)气体压力
电弧区气体压力包括金属蒸气压力和熔炼时放出气体压力,在动态情况下,高于炉膛压力几十倍到几千倍。
实验指出,在压力为6.6×103~105Pa时,电弧稳定,有时电弧沿电极端部移动。当气压降到66Pa~6.6×103时,电弧移动频繁,且有爬弧、边弧等产生,放电失常,电弧不稳定。当压力低于66Pa时,电弧又稳定下来。故炉膛最佳压力应为0.67~1.3Pa。
氩气保护时,当氩气压力大于4.5×104Pa时,电弧不稳定;当压力降低到4.5×104Pa时,电弧相对稳定。但压力过低,电弧不稳定。
(2)稳弧线圈
坩埚外绕制线圈,通以直流电或交流电,产生轴向磁场,压缩弧柱,使之不散乱,维持电弧正常放电,称为稳弧线圈。交流磁场并可减弱设备固有磁场不对称的不良影响。
(3)电弧电压与弧长的关系
直径12mm的非自耗钨电极在炉内压力26Pa,直径为175mm的结晶器内熔炼钛时测得的电弧电压Ua、电弧电流Ia与电弧长la的关系曲线,如图所示。短路电极拉开后,随着弧长la增加,电弧电压增加,电弧电流减少。弧长较短时,电弧电压和电流变化显著;但是弧长增加到一定长度后,电弧电压和电流变化开始平缓。真空电弧熔炼采用大电流低电压,属于短弧操作。一般电弧电压为22~55V,对应弧长为20~50mm(后者为大锭)。因此,炼钛时用电弧电压控制电弧长度,以达到稳弧目的。电弧过长,会引起电弧不稳或杂散,锭子表面不光滑,气孔多,外皮有螺纹或条纹等缺陷。电弧过短,容易短路,导致电极与熔池粘在一起等。
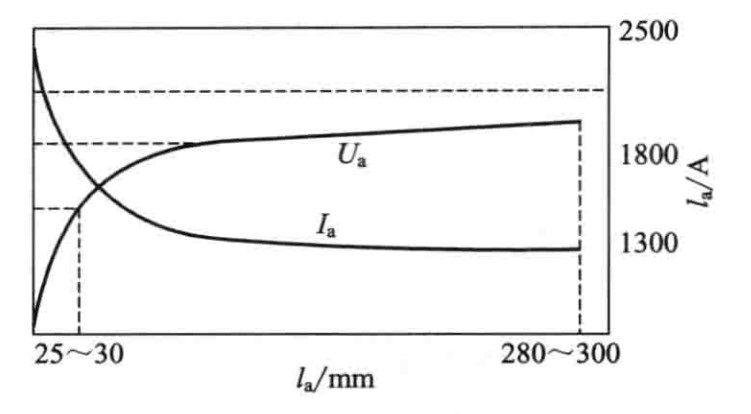
电弧电压与电弧长度的关系
参考文献:
[1] 刘喜海,徐成海,郑险峰编著.真空冶炼[M]. 化学工业出版社,2013.
[2] 孙足来, 党哲鹏, 汤淇帅等. 真空电弧炉和真空感应炉的研究[J]. 真空,2008.
[3] 杨永维. 真空自耗电弧炉数学模型的实验研究及控制策略[D]. 重庆大学,2009.
[4] 戴永年. 真空冶金[M]. 冶金工业出版社,1988.
[5] 马廷温. 电弧炉熔炼学[M].冶金工业出版社, 1990.
[6] 过增云, 赵文华. 电弧和热等离子体[M]. 科学出版社, 1986.
[7] 顾根华, 徐志鹏, 郑建春. 电弧炉电弧连续性研究[J]. 工业加热, 2003.
声明:转载请注明来源,欢迎交流。